




































































































































































































































































































 Гарантия и обслуживание
Гарантия и обслуживание|
Количество
|
Стоимость
|
||
|
|
|||
Линия сварки двутавровой балки 12м Akyapak HBW 2000x1000 заказать-купить в интернет-магазине Alitech.com.ua. Доставка в любой город Украины.
. ОСОБЕННОСТИ:
Линия сварки двутавровой балки Akyapak серии HBW сочетает качество и скорость для производства двутавровых балок.
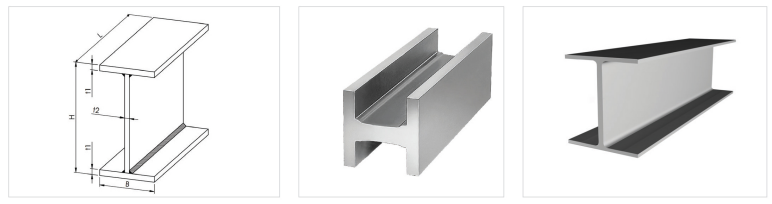
HBW - машина для сварки Н-профилей предназначена для получения высококачественных специальных Н-профилей путем сварки фланцев и полотен различных размеров с центрированием и точечной сваркой на подающих конвейерных группах. Благодаря встроенной функции выпрямления балки HBW обеспечивает быстрый, надежны и высококачественный результат.
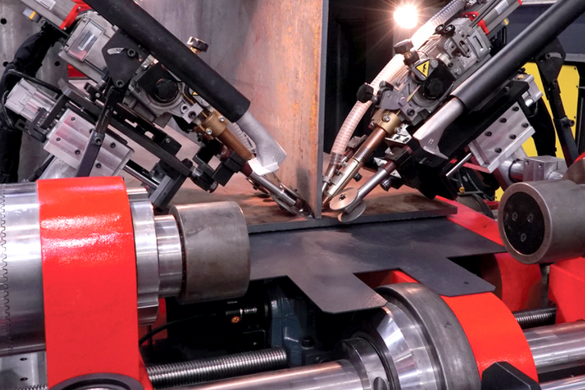
HBW Сварочный аппарат, который может быть оснащен тандемными сварочными горелками, с легкостью производит даже самые большие H-профили благодаря мощным гидравлическим системам и автоматизированным процессам.
Перемещение, позиционирование и подача материала до/после сварки значительно упрощается для оператора благодаря продуманным механическим характеристикам HBW. HBW предлагает интегрированное решение для выпрямления против деформации в пределах сварочной линии и выходит на передний план как самая компактная модель сварочной линии на рынке.
ГРУППА КОРПУСА
Корпус имеет низкие допуски на обработку и очень прочную конструкцию (1.1). Колонны закалены и обработаны с высокой точностью (1.2). Машина оснащена верхней прижимной группой, которая перемещается гидравлическим цилиндром и прижимает полотно к фланцу в вертикальном положении (1.3). Ход гидравлического цилиндра легко регулируется в зависимости от максимальной и минимальной высоты полотна. Вертикальное давление прикладывается непосредственно к оси полотна. Максимальное давление поршня 9 тонн.
Для направления высоких полотен вверх через гидравлические цилиндры предусмотрен роликовый узел (1.4).
Двутавровая балка подается на станок через главный ролик, который приводится в движение тройной цепной передачей и редуктором+мотором. Скорость главного ролика регулируется с помощью тахометра, управляемого ПЛК (1.5).
Нижний фланец центрируется с помощью направляющих роликов с обеих сторон. Одна сторона приводится в движение электродвигателем с обратной связью по энкодеру, а другая - гидравлическим поршнем. (1.6).
Полотно центрируется с помощью направляющих роликов с обеих сторон. Одна сторона приводится в движение электродвигателем с обратной связью по энкодеру, а другая - гидравлическим поршнем. (1.7).
Встроенное устройство для правки, расположенное на выходе из сварочного поста, обеспечивает защиту от деформации, которая может возникнуть после сварки.
Устройство для правки состоит из трех роликов. Два из них - верхние ролики, которые оказывают давление на верхнюю часть фланца, а другой - нижний рихтовочный ролик, который оказывает давление снизу на центр фланца. Ролики легко настраиваются для различных размеров и толщины профиля (1.8).
* Также предусмотрен отдельный гидравлический блок для поршней группы сварочных корпусов.
СИСТЕМА РЕКУПЕРАЦИИ ФЛЮСА
Для сварочного аппарата H-образного луча предусмотрены два устройства регенерации и подачи флюса.
ТЕХНИЧЕСКИЕ ФУНКЦИИ:Блок питания - 2.2 кВт
Напряжение - 230/400 В, 50 Гц
Емкость бака - 40 л.
Бункер для регенерации флюса - Ø460 мм.
Вакуумные шланги - Ø40 мм – 5 м.
ВРАЩАЮЩАЯСЯ МУФТА ЗАЗЕМЛЕНИЯ NKK 1200
Система заземления очень важна для качественного сварного шва. Надежный и качественный сварной шов гарантируется с помощью вращающейся муфты заземления, которая крепится к приводному ролику.
СИСТЕМА АВТОМАТИЗАЦИИ
Ширина фланца изготавливаемой двутавровой балки вводится вручную на экране ПЛК. После этого фланец автоматически позиционируется с помощью энкодера, подключенного к редуктору-двигателю направляющих роликов, и зажимается с давлением направляющими роликами с гидравлическим приводом. Толщина полотна вводится вручную на экране ПЛК.
После этого полотно автоматически позиционируется с помощью энкодера, подключенного к редуктору-двигателю направляющих валков, и зажимается с давлением направляющими валками с гидравлическим приводом. Давление гидравлического цилиндра верхней группы пресса также регулируется на сенсорном экране на панели управления.
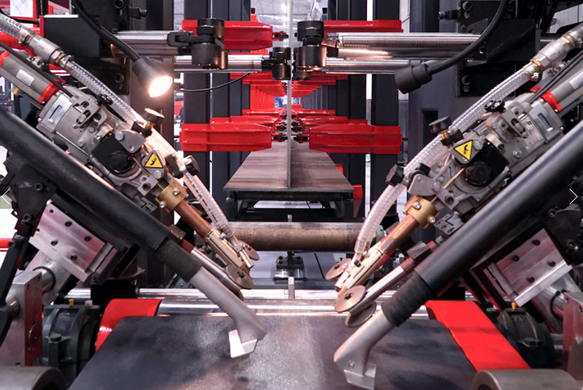
СИСТЕМА ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОЛОВКИ
Сварочные головки позиционируются для подачи материала вперед и назад под необходимым углом на столах, перемещаемых системой пневматических цилиндров. Регулировка угла наклона стола легко осуществляется вручную с помощью регулировочных винтов, расположенных на столе.
Высокая производительность при сварке в реальных условиях
Источник питания Aristo® 1000 AC/DC обеспечивает высокую производительность и высокое качество для решения реальных задач сварки. Инновационные функции обеспечивают
надежность, эффективность и простоту использования аппарата, разработанного для удовлетворения самых высоких требований к сварке.
СИСТЕМА ПОДАЮЩЕГО КОНВЕЙЕРАПрофильный материал для изготовления профилей T, I или H подается к сварочной станции с помощью роликов с приводом от редуктора и двигателя. Все ведущие и ведомые ролики одного типа и на одном уровне.
Конвейерная группа имеет очень прочные кронштейны с гидравлическими цилиндрами, которые помогают загружать полотно на фланец. (2.1)
В системе предусмотрены: балочный ограничитель для предварительного направления материала, гидравлические ролики для установки полотна в центре фланца. Управление гидравлическими цилиндрами осуществляется с помощью джойстиковых клапанов.
СИСТЕМА ВЫХОДНОГО КОНВЕЙЕРАСистема выходного конвейера состоит из опорных узлов с роликами, приводных роликов, регулируемых по высоте гидравлически, и столов для опрокидывания материала. Приводные ролики приводятся в действие мотор-редуктором. Ролики с гидравлическим приводом и опрокидывающиеся столы приводятся в действие одним и тем же гидравлическим агрегатом.
СИСТЕМА ПРЕДВАРИТЕЛЬНОГО ОТОПЛЕНИЯ (опция)Система размещается за основной сварочной группой или в конце группы подающего конвейера. Нижний фланец предварительно нагревается снизу через систему пламенных горелок. Этот процесс предотвращает внутреннее напряжение при охлаждении после сварки. После охлаждения балки происходит однородное распределение охлаждения и, таким образом, деформация сводится к минимуму.
ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫ
Все важные электрические компоненты, используемые в системе, такие как термореле, контакторы, реле и т.д., производятся известными брендами.
CE И МЕЖДУНАРОДНЫЕ СТАНДАРТЫВсе сварочные аппараты Akyapak соответствуют нормам CE и международным стандартам.
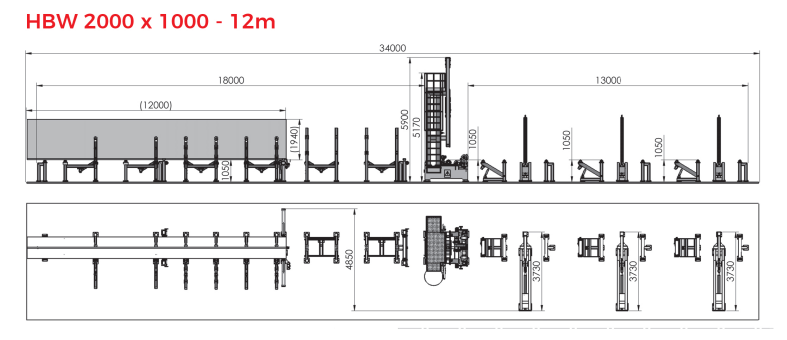
ОБЪЕМ ПОСТАВКИHBW 2000x1000 СВАРОЧНЫЙ АППАРАТ ДЛЯ ДВУТАВРОВОЙ БАЛКИ
Гидравлическая группа верхнего пресса
Подающий конвейер
Система подающего конвейера с наклонной группой
Встроенное правильное устройство
Система рекуперации флюса
Система автоматизации
Система позиционирования сварочной головки