





























































































































































































































































































 Гарантия и обслуживание
Гарантия и обслуживание|
Количество
|
Стоимость
|
||
|
|
|||
Твердосплавные борфрезы PFERD могут обрабатывать материалы почти в любой твердости. Они производятся при соблюдении высочайших стандартов качества.
Борфрезы PFERD применяют для обработки кромок, контуров, снятия фасок с краю/закругления краев, фрезерование для подготовки к сварке наплавки, подготовка/выравнивание сварных швов, очистка литья, изменение геометрии . Твердосплавные борфрезы PFERD с зубом 3 PLUS (MX согласно DIN 8033) для универсального использования, грубой обработки, имеют перекрестную насечку. Обработка чугуна, стали
Материалы, которые можно обработать: твердые алюминиевые сплавы, высокотемпературные материалы, сплавы на основе кобальта, другие цветные металлы, сплавы на основе никеля (например, Inconell и Hasteloy ), нержавеющая сталь (INOX), чугун, серый/узловой чугун (GG/GJL, GGG/GJS), отожженный чугун, черный чугун (GTS, GJMB), белый отожженный чугун (GTW, GJMW), сталь, литая , термически обработанные стали более 1200 Н/мм2 (более 38 HRC), затвердевшие стали, инструментальные стали,стали до 1200 Н/мм2.
Рекомендации по применению: мощность приводного устройства (пневмо-, электро-, гибкий вал) является предпосылками экономического применения борфрезы. При малых нагрузках (обработка краю, фасок, легкая обработка поверхности) число оборотов рекомендуется увеличить максимум на 100% (исключение: твердосплавные борфрезы с длинным хвостовиком). Особо соблюдайте рекомендации по числу оборотов при работе с материалами с низкой теплопроводностью, как например, с высококачественной сталью (INOX), титановыми сплавами и т.п. Следует избегать проявления цветообразности у хвостовика и инструмента. Используйте только безлюфтовые системы зажимных приспособлений/приводные механизмы; биение и вибрация инструментов приводят к преждевременному износу. Не выбирайте слишком маленькую зажимную длину борфрезы, минимальная длина захвата фрезы – 2/3 длины хвостовика. Для экономичного применения борфрезы с диаметром мин.- 6мм и выше рекомендуется применение машин мощностью 300 -500Ват. При работе с фрезами с более грубым зубом (напр. ALU) рекомендуется более 500 Ватт. Площадь контакта между фрезой и обрабатываемым материалом должна составлять не более 30%. Несоблюдение данных правил приводит к избиению фрезы и даже к выкрашиванию зуба, если невозможно избежать данных условий обработки, тогда рекомендуется для этих целей использовать зуб TOUGH и TOUGH-S. Для обработки вязких материалов хорошо подходят фрезы с покрытием HICOAT. В качестве альтернативы используйте смазочно-охлаждающее масло, пластичную смазку, газ или др., чтобы избежать забивания зубов. Как правило, используется встречное или колебательное вращение борфреза.
В целях техники безопасности никогда не превышайте максимально допустимое количество оборотов. При работе используйте защитные очки и наушники.
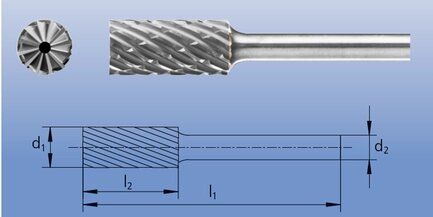
ZYAS 1625/6
Диаметр хвостовика 6мм
Диаметр*длина рабочей части 16х25мм
Общая длина 65мм